
motos anciennes de course vma endurance
|
| | | Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne |  |
|
+44L@rgal Flo windle sandro COSMIK Bernard imod_13 jp robichon Franky chef olivierdupont phiphi Pat750 nico636 Rossifumi_46 Léon japy PKRT Eldudo chigoum TOMZJRACER thierysp onze35 JackCélaire Lemarquis la tige ALAIN ecrrmoto bruno nini72 STOK51 j-c franck Michel Team TZ Dimble ALF THIERRY67 Pierre rogerboldor Vuidar Marc ag2 macpepr 48 participants | |
| Auteur | Message |
|---|
macpepr
 Nombre de messages : 1860 Nombre de messages : 1860
Age : 65
Localisation : Arnouville (95)
Date d'inscription : 04/04/2013
 | Sujet: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne  7/4/2013, 00:12 7/4/2013, 00:12 | |
| Jusqu’à lors et selon une habitude du 350 Yam 2T qui date d’environ 35 ans, je participais au VMA comme ça :  Malgré une maintenance préventive assez affolante (pistons toutes les 2/3 courses, vilo toutes les 5/6), parfois ça finit comme ça :  La main d’oeuvre est gratuite, les heures s’accumulent néanmoins. Les pièces elles sont payantes, du coup ça fait ça :  Il m’arrive aussi de rouler avec une 500 CB ou une 600 CBR et il faut bien avouer que le 4T a ses charmes. Essence, pression de la chaîne, graissage des pneus et roule ma poule. Mon ami de 30 ans Jean Luc a déjà franchi le pas des soupapes, avec succès. J’essaie sa moto à Magny Cours et la décision est prise. Je vais pomper sans vergogne et en plus avec la bénédiction de celui qui va décrocher le titre dans sa catégorie en fin de saison. A gauche sur la photo la moto, à droite son préparateur/pilote/champion.  A moi Internet pour réunir les morceaux. On commence par une GPZ trouvée sur leboncoin. Un passage en Auvergne et particulièrement par le fond d’une grange dans un bled perdu, 320€ échangés et me voilà propriétaire de cette rutilante bécane qui avoue 18 000 km au compteur.   L’engin accuse 218 kg. Le règlement technique du VMA est assez large et à la fin du projet il ne restera de la moto d’origine que le réservoir, le cadre sans sa boucle arrière et le moteur. Leboncoin de nouveau pour : une fourche diamètre 41 (130€ avec le port)  un étrier arrière (45€ les trois)  Un collecteur d’échappement (35€)  On change de crèmerie avec un détour par Ebay Allemagne pour trouver une roue avant en 2,50. En prime, j’ai aussi l’arrière en 3,50 prévue pour une 900 Bol d’or. Si ça intéresse quelqu’un.  Pour l’arrière ce sera cette PVM en 4 pouces trouvée chez Aulnay Moto Pièces (200€)  Autre marchand de pièces d’occasion du côté de Lyon, pour un bras oscillant de 250 KR1 (90€)  Petit détour par mes étagères pour y trouver deux disques de TZ en 300 mm  Les étriers qui vont avec  Un TTX 36 issu d’une 600 CBR  On termine le marché pour l’instant avec une rampe de CR33 achetée neuve aux Etats Unis et là, ça pique : 902€ avec les frais de douane. Mais qu’est-ce que c’est beau !  Comme disait l’autre : yapuka ! L’assemblage du puzzle peut commencer. Je débute par les tés de fourche et au passage j’en fais deux autres jeux. Ca commence par un dessin coté, à l’ancienne.  La matière choisie est du Fortal, allias 7075 ou et encore à l’ancienne : AZ5GU. Peut-être l’alliage d’alu. le plus costaud. Histoire de gagner un peu de temps, je m’adresse à un fournisseur qui fait également de la découpe jet d’eau, histoire d’avoir des bruts approchant la forme finale. Pour ce faire, il faut des plans plus sérieux, qui s’associent à un fichier capable de piloter la découpeuse. Merci au jeune Guillaume, qui lui a appris à dessiner à l’ordi. et non aux Rotring.  Les bruts tels que livrés par Normandie aciers (si, si !). C’est assez incroyable de précision, en prenant quelques cotes de contrôle, on est à quelques dixièmes d’intervalle de tolérance.  Il reste du boulot. On attaque les premiers copeaux pour faire un plan de référence perpendiculaire aux faces brutes qui sont nickel.  Même montage pour usiner les extrémités avec le côté de la fraise, puis retournement pour obtenir un deuxième plan de référence parallèle au premier. Changement de bridage pour attaquer les alésages des tubes de fourche.  Dressage du fond du lamage qui bloquera le tube de colonne de direction.  Nouvel isostatisme et pointage, perçage à cote de taraudage, lamage des trous qui recevront les vis de serrage.  On attaque les travaux d’allègement, ça va faire du copeau. Pour finir les détourages autour des alésages, il a fallu ruser, faute de disposer d’un plateau tournant. Un petit coup de tour pour faire un simbleau qui vient à l’intérieur de l’alésage, une rondelle au dessus qui laisse environ un dixième de jeu pour que la pièce puisse tourner autour du simbleau. On obtient la commande numérique du pauvre en pivotant la pièce à la main autour du diamètre à détourer. Pas très précis, des vibrations qui ne favorisent pas l’état de surface mais quand on n’a pas le choix. La fraise est arrondie en bout, pour faire un raccord doux entre le vertical et l’horizontal.  Il reste de la matière inutile en dessous. Là encore, du bien long qui passerait en quelques minutes avec une CN. Les lumières sont faites en deux temps : d’abord à la fraise deux tailles, puis finition de la profondeur avec la fraise à rayon, toujours pour éviter les concentrations de contraintes d’un angle droit.  Le jour où j’aurai un plateau tournant, je détourerai les alésages. Dans l’immédiat, je grignote quelques grammes par des embrèvements latéraux.  Avant dernière opération avec la réalisation des fentes d’élasticité qui permettront le serrage des tés sur les tubes.  Passage ensuite par la case ajustage pour les trous lisses des vis et les taraudages (charmant que d’en aligner 24 de suite). Voilà le résultat final : 3 jeux de tés destinés à aller se couvrir de gloire sur les circuits (et quand ça ne marche pas pour une raison quelconque, ça devient la glorieuse incertitude du sport) …  … et un beau paquet de copeaux (90% de cette poubelle viennent des tés). C’est comme lorsqu’on creuse la terre : en la remuant, elle prend beaucoup plus de place.  |
| | | | ag2

Nombre de messages : 1066
Age : 71
Localisation : pouzauges vendee
Date d'inscription : 30/03/2007
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 7/4/2013, 06:08 | |
| |
| | | | Vuidar Marc

Nombre de messages : 524
Age : 67
Localisation : Vielsalm (Belgique)
Date d'inscription : 19/11/2012
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 7/4/2013, 07:54 | |
| |
| | | | rogerboldor
Admin
Nombre de messages : 8194
Age : 78
Localisation : montfermeil
Date d'inscription : 29/06/2009
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 7/4/2013, 08:52 | |
| |
| | | | Pierre
Admin

Nombre de messages : 17500
Age : 66
Localisation : Paris
Date d'inscription : 24/03/2007
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 7/4/2013, 09:05 | |
| Beau puzzle  Et beau travail  |
| | | | THIERRY67

Nombre de messages : 4932
Age : 64
Localisation : FAR EST
Date d'inscription : 13/11/2008
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 7/4/2013, 09:08 | |
| beau boulot ,
juste le bras oscillant de KR1 ...............un deux temps léger , pas sur que ce soit le top .enfin tu nous diras . |
| | | | ALF

Nombre de messages : 2628
Age : 51
Localisation : Valais, Suisse !
Date d'inscription : 27/03/2007
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 7/4/2013, 09:37 | |
| chouette le projet... j'avais le même pour le VMA 2013 t'as eu du bol pour le GPZx, je regarde depuis 6 mois, c'est 1500€ si c'est propre, ou un rognon à moins de 1000, et souvent à l'autre bout de la France  je vais suivre avec intérêt  pourquoi ne pas avoir gardé le bras d'origine, et c'est quoi ta fourche (la photo ne s'affiche pas) ? |
| | | | macpepr
Nombre de messages : 1860
Age : 65
Localisation : Arnouville (95)
Date d'inscription : 04/04/2013
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 7/4/2013, 09:52 | |
| C'est vrai que j'ai eu du bol, mais c'est un rognon et j'ai regardé les annonces pendant un moment. Comme je le dis, je ne veux finalement qu'un moteur, un cadre, un réservoir et trois bricoles.
Le bras osc. d'origine pèse une tonne, comme tout le reste. Sur celle qui me sert de modèle, il y a le même bras et ma foi ça tient plutôt par terre. L'élève va même dépasser le Maître (sur ce seul point ...), puisque j'ai opté pour une fourche à cartouches qui vient d'une Yam' Thundercat. |
| | | | Dimble

Nombre de messages : 2280
Age : 59
Localisation : 9.4
Date d'inscription : 23/05/2007
| | | | | Team TZ

Nombre de messages : 2034
Age : 66
Localisation : Ile de France
Date d'inscription : 05/10/2007
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 7/4/2013, 12:49 | |
| Bonjour pour le prix d'un 750 GPZ le champion du monde du tarif le plus bas c'est .......Dimble !....... 50 € avec la revue technique et la CG  On va bientôt savoir si elle tourne La ça serait le top À+ Team TZ AMFP&M |
| | | | macpepr
Nombre de messages : 1860
Age : 65
Localisation : Arnouville (95)
Date d'inscription : 04/04/2013
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 7/4/2013, 15:42 | |
| La vache, il va falloir se précipiter avant la flambée des cours. |
| | | | macpepr
Nombre de messages : 1860
Age : 65
Localisation : Arnouville (95)
Date d'inscription : 04/04/2013
| | Sujet: Fabrication de pastilles de soupapes 4/6/2013, 03:32 | |
| Faute de trouver pour la Mamie des ACT « Yoshimura stage 3 » ou trucs du genre, miss GPZ sera équipée d’arbres à cames retaillés. Solution qui revient sensiblement au même, à un détail près : les pastilles de soupapes. Explications sur ce schéma.  Grossièrement, la came est retaillée selon le profil en rouge. En conservant le même jeu avant et après la modif., on obtient une came qui lève plus la soupape et plus longtemps. Pour régler, on insère entre le poussoir et la soupape une pastille de réglage de l’épaisseur qui convient pour le jeu préconisé. Grossièrement, la came est retaillée selon le profil en rouge. En conservant le même jeu avant et après la modif., on obtient une came qui lève plus la soupape et plus longtemps. Pour régler, on insère entre le poussoir et la soupape une pastille de réglage de l’épaisseur qui convient pour le jeu préconisé. Problème : Kawasaki ne vend pas de pastilles assez épaisses. Une solution peu fiable consiste à ajouter une deuxième pastille de la valeur du retaillage au dessus de la première. Nettement mieux, disposer des pastilles qui n’existent pas. Y a plus qu’à ! Les pastilles sont généralement fournies de 5 en 5 centièmes de mm. On a une vague idée de la gamme de dimensions nécessaires. Il y a huit pastilles dans la culasse et au passage, je vais en faire une série pour mon conseiller technique. Soit en gros une douzaine par cote, dans une quinzaine de dimensions. L’acier choisi est du costaud, du 100C6, sous forme de « STUB ». Pour les non initiés, c’est de la barre dont le diamètre extérieur est rectifié, donc à une cote très précise. Pour garantir la solidité de cette pièce qui en prend plein la tête, le métal subira un traitement thermique (trempe et revenu). Avant même le traitement thermique, le STUB est raide. Pas question de l’attaquer à la scie à métaux, qui ne le couperait pas tout en épuisant les bras de l’opérateur. La disqueuse manque trop de précision, ce sera tour et tronçonnage à la pastille carbure. Je trouve chez un revendeur des plaquettes de tronçonnage de 2 mm de large et le porte lame qui les supporte. Pour le porte outil, fabrication maison et une grosse centaine d’€uro économisés.  En jaune, la plaquette coupante, en noir la lame support, le reste fabriqué spécialement. Inconvénient inévitable, la lame se tord légèrement et la coupe est en biais. Avantage de la faible largeur de coupe, on perd moins de métal entre deux tranches. En jaune, la plaquette coupante, en noir la lame support, le reste fabriqué spécialement. Inconvénient inévitable, la lame se tord légèrement et la coupe est en biais. Avantage de la faible largeur de coupe, on perd moins de métal entre deux tranches. Tronçonnage en cours, pour les connaisseurs, la vitesse de coupe est de 20 m/mn, avance automatique mais minimale. Tronçonnage en cours, pour les connaisseurs, la vitesse de coupe est de 20 m/mn, avance automatique mais minimale. Après quelques heures d’un boulot « légèrement répétitif », me voilà à la tête de plus de 160 pièces comme celle-ci vue en gros plan. Notez le petit téton sur l’une des faces. De plus, le manque de rigidité de la lame porte plaquette a rendu les faces coniques. Après quelques heures d’un boulot « légèrement répétitif », me voilà à la tête de plus de 160 pièces comme celle-ci vue en gros plan. Notez le petit téton sur l’une des faces. De plus, le manque de rigidité de la lame porte plaquette a rendu les faces coniques. Les pastilles brutes sont mesurées … Les pastilles brutes sont mesurées …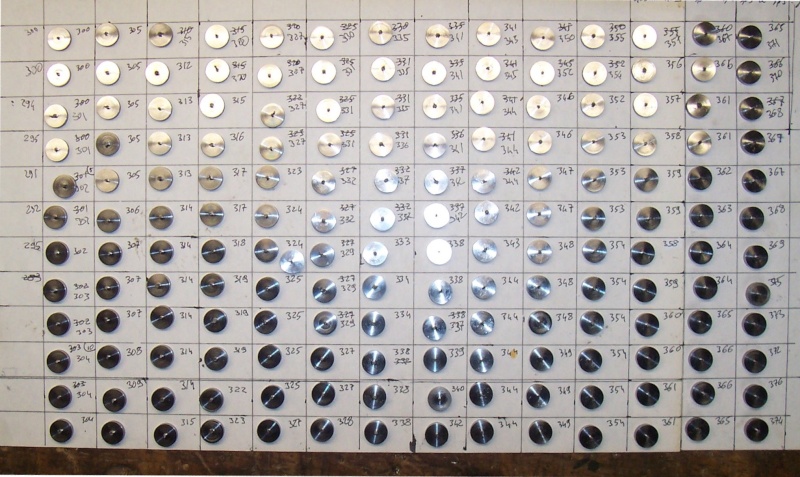 … puis triées et classées de centième en centième … … puis triées et classées de centième en centième … … avant de subir une « tétonotomie » et un redressage des faces. … avant de subir une « tétonotomie » et un redressage des faces.A ce stade des opérations, les futures pastilles ont les faces parallèles et sont en gros 15/100èmes plus épaisses que leur épaisseur finie. Nouveau tri et regroupement par cotes proches avant passage au traitement thermique. Pour éviter de répéter l’opération, je range le tout dans un panier percé réalisé pour l’occasion.  Les pastilles brutes prêtes à aller subir un coup de 800° environ avant de plonger directement dans l’huile. Au passage le panier y aura droit aussi, tant pis pour lui. Les pastilles brutes prêtes à aller subir un coup de 800° environ avant de plonger directement dans l’huile. Au passage le panier y aura droit aussi, tant pis pour lui. Le même avec son couvercle retenu par des fils de fer. En arrivant chez le « traiteur thermique », je découvrirai qu’ils utilisent exactement la même technique. Le même avec son couvercle retenu par des fils de fer. En arrivant chez le « traiteur thermique », je découvrirai qu’ils utilisent exactement la même technique.Au retour du traitement thermique, les pastilles ont pris de la vigueur, sont légèrement déformées et pas encore à leur cote définitive. Il leur reste à subir une opération de rectification, c’est à dire une finition à la meule, puisque après traitement même l’outil carbure y laisserait ses dents, sans compter que le tour n’est pas le meilleur outil pour faire les centièmes en série. A moi les pages jaunes pour trouver un rectifieur et là, je vais encore me confronter à la goinfrerie des PME françaises. Pour autant que je me souvienne de ma vie passée dans l’industrie de la mécanique de précision, il faut environ quatre heures pour rectifier toutes ces pièces avec une rectifieuse qui n’a rien d’exceptionnelle. On m’a quand-même demandé sans rigoler entre 800 et 1 200 € (hors taxes !!!) pour ce boulot. Je vous laisse les argumentations savoureuses sur le poids des charges sociales … A 300 € de l’heure, c’est vrai que ça doit y aller. D’autant plus que l’état attend encore mon obole avec les 20% de TVA. Adieu pages jaunes, bonjour « leboncoin ». J’y trouve pour 700€ une affûteuse avec un plateau magnétique. Ca n’a pas la rapidité ni la super précision d’une vraie rectifieuse mais ça ira très bien pour ce projet. De plus, ça resservira et sinon, je la revendrai le même prix. Pour info, j’ai mis sept heures pour rectifier toutes mes pastilles et ce, en découvrant la machine. Si mon ex futur fournisseur cherche un sous traitant qui pratique des prix raisonnables, qu’il me contacte.  La petite affûteuse rectifieuse. Son principal défaut pratique par rapport à une vraie rectifieuse : les mouvements de table ne sont pas automatisés. Le grand levier vertical à droite commande par exemple les déplacements droite/gauche. La petite affûteuse rectifieuse. Son principal défaut pratique par rapport à une vraie rectifieuse : les mouvements de table ne sont pas automatisés. Le grand levier vertical à droite commande par exemple les déplacements droite/gauche. Les bruts sont posés par séries de 10 sur le plateau magnétique (là, exceptionnellement, il n’y en a que 6). A la sortie, tout se tient en plus ou moins 1/100eme de mm. On peut faire mieux en traitant les pastilles une par une, mais c’est une précision inutile. Les bruts sont posés par séries de 10 sur le plateau magnétique (là, exceptionnellement, il n’y en a que 6). A la sortie, tout se tient en plus ou moins 1/100eme de mm. On peut faire mieux en traitant les pastilles une par une, mais c’est une précision inutile.Petit détour par CastoMerlin pour trouver une jolie boîte à laquelle il a fallu rajouter quelques cloisons et me voilà à la tête de mon stock de pastilles qui serviront le moment venu. J’ai conservé quelques bruts pas encore rectifiés, par exemple pour le cas fort improbable où le moteur demanderait huit pastilles identiques.  Soigneusement rangée, la moitié de ma production. L’autre est partie pour équiper la moto de mon modèle sur cette préparation. Soigneusement rangée, la moitié de ma production. L’autre est partie pour équiper la moto de mon modèle sur cette préparation. |
| | | | Pierre
Admin
Nombre de messages : 17500
Age : 66
Localisation : Paris
Date d'inscription : 24/03/2007
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 4/6/2013, 07:35 | |
| |
| | | | Michel

Nombre de messages : 374
Age : 49
Localisation : Zoersel/ prov Anvers/Belgique
Date d'inscription : 15/06/2011
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 4/6/2013, 08:04 | |
| magnifique |
| | | | ag2
Nombre de messages : 1066
Age : 71
Localisation : pouzauges vendee
Date d'inscription : 30/03/2007
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 4/6/2013, 08:07 | |
| |
| | | | rogerboldor
Admin
Nombre de messages : 8194
Age : 78
Localisation : montfermeil
Date d'inscription : 29/06/2009
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 4/6/2013, 08:33 | |
| Voici l'exemple parfait que celui qui veut faire quelque chose trouve un moyen  et bonne continuation pour la suite. PS: excellent choix pour la matière et la méthode |
| | | | Team TZ
Nombre de messages : 2034
Age : 66
Localisation : Ile de France
Date d'inscription : 05/10/2007
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 4/6/2013, 08:47 | |
| Bonjour Jolie travail .... mais il existe depuis bien longtemps une autre solution pour resoudre ce type de probleme, on pose une "etoile" de 0,8 a XX mm sous le godet et tu garde des pastilles standard ... Mais jolie travail et bonne idée  Bravo Team TZ AMFP&M |
| | | | macpepr
Nombre de messages : 1860
Age : 65
Localisation : Arnouville (95)
Date d'inscription : 04/04/2013
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 4/6/2013, 11:32 | |
| Des étoiles comme celles dont tu parles, Jean-Luc en a essayé sur sa GPZ et en explosé plusieurs. C'est bien pour ça qu'on s'est lancé dans cette fabrication. |
| | | | franck

Nombre de messages : 3477
Age : 59
Localisation : alsace
Date d'inscription : 03/03/2008
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 4/6/2013, 11:40 | |
| super boulot , et l'usinage des pastilles a du te demander un max de patience ...
question : pourquoi ne pas avoir usiner des godets en modifiant le fond par rapport aux origines ? ou meme usiner des cales pour le fond du godet ?
question : la pastille depasse de combien par rapport a son logement maintenant ? pas de risque qu'elle se fasse la malle ? |
| | | | macpepr
Nombre de messages : 1860
Age : 65
Localisation : Arnouville (95)
Date d'inscription : 04/04/2013
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 4/6/2013, 11:50 | |
| Ré-usiner des godets, ça passe par de la rectification cylindrique, y compris intérieure (pour l'appui sur la pastille). Ca demande également beaucoup plus de matière et comme pour les pastilles, il ne faut pas de l'acier à ferrer les ânes. Les cales dont tu parles existent, ce sont les fameuses étoiles de Team TZ. Ca ne fait qu'un mm d'épaisseur, la valeur du retaillage de la came qui reste faible en valeur absolu. A mon avis, c'est pour ça qu'elle cassent ces étoiles, pas assez épaisses. Là, le mm supplémentaire est dans la pastille et comme ce n'est qu'un mm et qu'elle est coincée entre la soupape et le godet, aucun risque qu'elle sorte de son logement et vienne tout bloquer. |
| | | | j-c

Nombre de messages : 580
Age : 70
Localisation : sud essonne
Date d'inscription : 14/05/2013
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 4/6/2013, 13:17 | |
| Beau c.r. et beau travail c' est plus un Zx mais un avion, a te lire ,j' ai pas fait gaffe, tu reste en 18' ou tu passe en 17 ?  |
| | | | macpepr
Nombre de messages : 1860
Age : 65
Localisation : Arnouville (95)
Date d'inscription : 04/04/2013
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 4/6/2013, 13:30 | |
| Les roues de 18 sont obligatoires en VMA, sauf dans la nouvelle catégorie 400 4T/250 2T. Heureusement car les pneus s'usent largement moins vite. Dans mon cas, j'ai pris les jantes les plus larges que permet le règlement. |
| | | | macpepr
Nombre de messages : 1860
Age : 65
Localisation : Arnouville (95)
Date d'inscription : 04/04/2013
| | Sujet: Montage de la fourche 16/11/2013, 02:15 | |
| L’hiver, les ours hibernent et les préparateurs préparent. On peut aussi être un peu ours et passer la saison froide à l’atelier. Depuis le dernier compte rendu, miss GPZ s’est très sensiblement mise à nue. A l’inverse des amateurs de bronzage, elle fait ça lorsque le mercure descend.  Les éléments d’habillage sont en cours de réalisation en polyester. Ce qui fera l’objet d’un autre CR. La culasse est partie chez le « Patron » (voir épisodes précédents) qui s’est proposé pour lui faire les conduits, en échange d’un réservoir en polyester. Les éléments d’habillage sont en cours de réalisation en polyester. Ce qui fera l’objet d’un autre CR. La culasse est partie chez le « Patron » (voir épisodes précédents) qui s’est proposé pour lui faire les conduits, en échange d’un réservoir en polyester. Etape suivante : dépose du moteur.  Comme la partie cycle, le moteur fera l’objet d’un démontage complet. Précaution absolument nécessaire vu l’état de certaines pièces. L’ancien propriétaire ne pratiquait pas du tout « l’excès d’entretien ». Comme la partie cycle, le moteur fera l’objet d’un démontage complet. Précaution absolument nécessaire vu l’état de certaines pièces. L’ancien propriétaire ne pratiquait pas du tout « l’excès d’entretien ». Ensuite, ce sont la fourche et la direction qui sautent.  Le bras oscillant est celui de remplacement, présenté vite fait pour voir. Le bras oscillant est celui de remplacement, présenté vite fait pour voir. En détails pour commencer, la réalisation du tube de direction, pour montage avec les tés déjà fabriqués. Là encore, la pièce est taillée dans de l’alu Forthal.  Ce barreau de 40 mm de diamètre va devenir d’une part un tube de direction, d’autre part des copeaux. Ce que c’est que le destin ! Ce barreau de 40 mm de diamètre va devenir d’une part un tube de direction, d’autre part des copeaux. Ce que c’est que le destin ! Outil carbure pour débuter, parce que ça « dépote ». Les diamètres importants sont approchés à 5/10 de mm de leur cote finale. Les autres sont finis directement, tout comme les cotes de longueur pas très précises (+ ou – 2 à 3 10èmes). 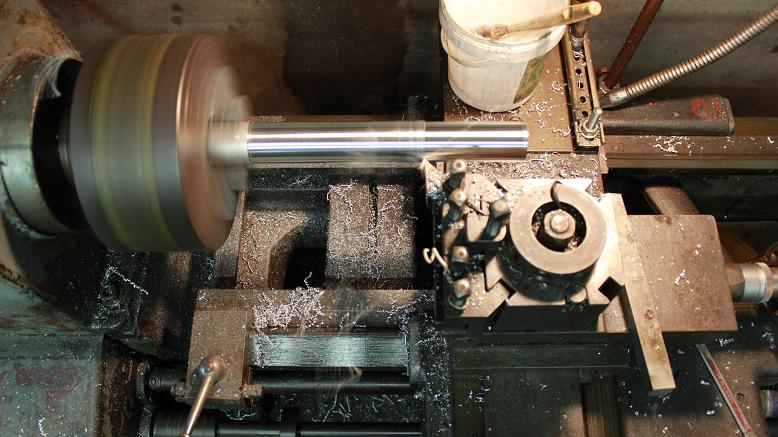 Changement d’outil pour la finition. La pastille carbure c’est bien pour les grands espaces, en association avec le pied à coulisse. Dans les phases suivantes, on va trialiser entre les centièmes avec un outil super affûté, capable de prendre une passe d’un 100ème (au rayon).  Notez les copeaux, plus fins qu’un cheveu qui fait environ 5/100èmes. Alors quand on donne comme gage de qualité que c’est « au poil de cul », la réponse vient : « pas assez précis ! » (sous réserve que ces éléments pileux soient de même diamètre, vérification non effectuée). Notez les copeaux, plus fins qu’un cheveu qui fait environ 5/100èmes. Alors quand on donne comme gage de qualité que c’est « au poil de cul », la réponse vient : « pas assez précis ! » (sous réserve que ces éléments pileux soient de même diamètre, vérification non effectuée). Pour le contrôle des cotes : micromètre (le mal nommé puisqu’il mesure seulement au centième pour celui-là).  Nouveau changement d’outil pour usiner le filetage qui recevra les écrous à créneaux (diamètre 25, pas de 1,00) 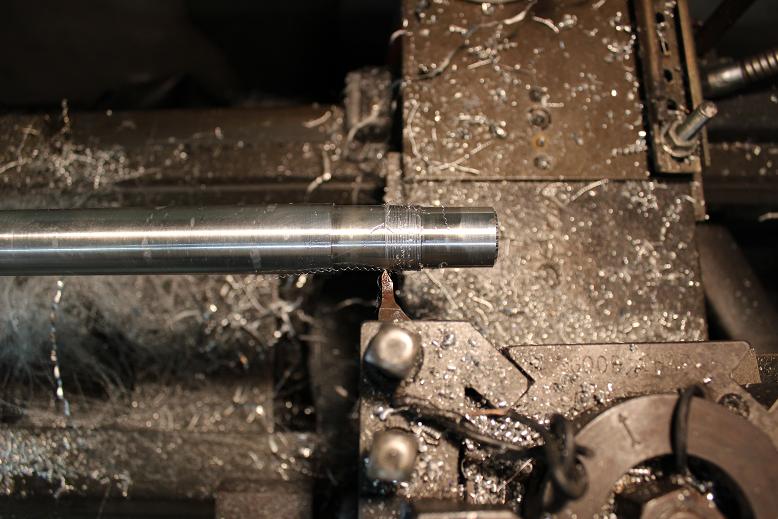 Le plus dur est fait, le reste est de la rigolade à côté. Sortie du système maison pour le tronçonnage : une meuleuse d’angle à deux ronds, un système de fixation pour l’accrocher au porte-outil du tour et le disque remplacé par une lame de scie circulaire à pastilles carbure (prévue en principe pour le bois). Un solide carter en acier de 2 mm, au cas où …  Réalisation des perçages des deux côtés, ainsi que du taraudage de la vis de rétention du té supérieur.  Mise à longueur totale par dressage des faces extrêmes.  La pièce finie, avec le détail des ajustements retenus pour les quatre parties fonctionnelles. 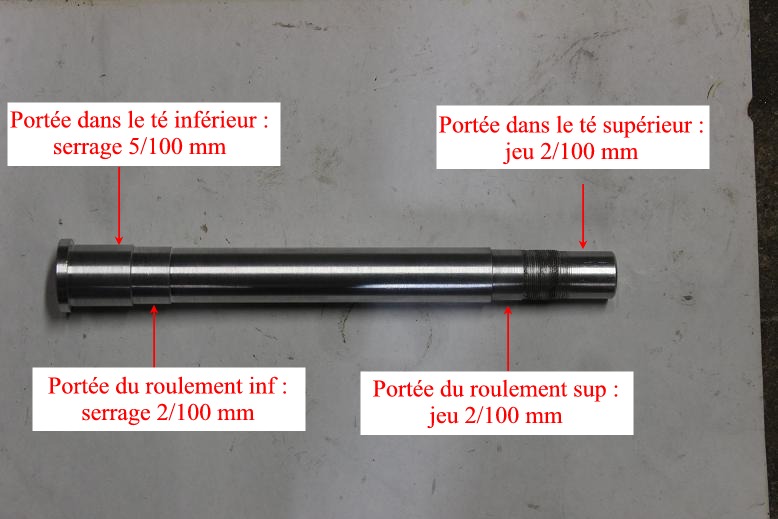 Changement de machine pour la dernière opération d’usinage : l’alésage sur fraiseuse du té supérieur qui recevra le tube de direction. Pour commencer, celui du dessous passe au-dessus (sympa, parfois …).  Opérations de positionnement du té supérieur avant usinage. Il est bridé sur la table. Le té inférieur est au-dessus, des ronds usinés au diamètre des tubes de fourche relient les deux tés. Le centrage de la broche est pris sur l’alésage du té inférieur qui sert de référence. Ainsi, les trois alésages sont alignés mieux qu’au poil. Opérations de positionnement du té supérieur avant usinage. Il est bridé sur la table. Le té inférieur est au-dessus, des ronds usinés au diamètre des tubes de fourche relient les deux tés. Le centrage de la broche est pris sur l’alésage du té inférieur qui sert de référence. Ainsi, les trois alésages sont alignés mieux qu’au poil. Début des copeaux, le comparateur a laissé sa place à un outil.  Le té supérieur a été retiré, sans rien bouger d’autre. On aperçoit les simbleaux qui avaient aligné les deux pièces. Le té supérieur a été retiré, sans rien bouger d’autre. On aperçoit les simbleaux qui avaient aligné les deux pièces. Contrôle de la progression du diamètre avec un micromètre d’alésage.  La suite est du travail de montage. Pour ne pas trop forcer lors de la mise en place du tube de direction dans le té inférieur (le serrage de 5 100èmes), le tube va faire un stage au congélateur.  La matériel familial est encore mis à contribution pour chauffer le té. Une heure à la température que le fabricant a prévue pour les pâtisseries et poissons. L’alu ne dégage pas d’odeur à la cuisson, lui.  Il faudrait mesurer les pièces à leur sortie, mais on peut estimer la diminution du serrage de 5/100 à froid, à environ 1 à 2/100 en température. Estimation se fondant sur le montage facilement au marteau, en tapant encore moins que pour le montage du roulement, juste au-dessus du té inférieur, qui lui est serré à 2/100. Les deux tés assemblés avec les deux bras de fourche, posés à côté du même ensemble d’origine. Les ingénieurs qui avaient conçu la fourche de la GPZ 1983 faisaient dans le costaud : 11 kg pour un diamètre de tubes de 38. Avec les bras de 41 d’origine Thundercat datés de 2 000 environ et les pièces spécifiques, on tombe à 8 kg. C’est bon ça !  3 mm de diamètre en plus, plus de hauteur de tés et 3 kg en moins. Au passage, on déplore la perte du système anti plongée (en bas des fourreaux de la fourche d’origine) sur laquelle personne de censé ne pleurera. 3 mm de diamètre en plus, plus de hauteur de tés et 3 kg en moins. Au passage, on déplore la perte du système anti plongée (en bas des fourreaux de la fourche d’origine) sur laquelle personne de censé ne pleurera. Après mise en place des roulements, des écrous à créneaux de colonne et des diverses vis, la fourche rejoint son cadre.   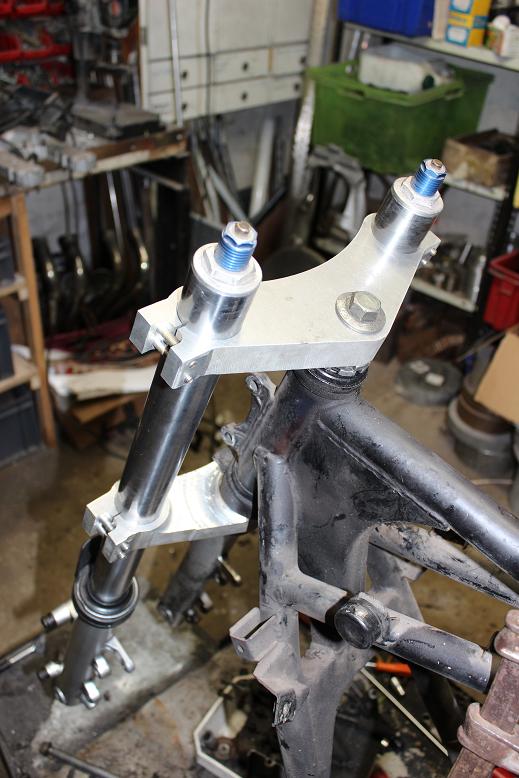 A l’occasion, la vis supérieure sera refaite en Forthal, pour l’esthétique et les quelques grammes grignotés. A l’occasion, la vis supérieure sera refaite en Forthal, pour l’esthétique et les quelques grammes grignotés. Prochaines étapes, toujours dans la zone avant : pièces pour le montage des disques, des étriers, des portes roulements dans la roue et fabrication de la broche. En parallèle, les polyesters progressent aussi. |
| | | | STOK51

Nombre de messages : 13626
Age : 65
Localisation : REIMS
Date d'inscription : 28/03/2007
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 16/11/2013, 06:41 | |
| TRES JOLI TRAVAIL DANS LES REGLES DE L ART AVEC LES BONNES EXPLICATIONS SUR LES REPRISES D USINAGE ET LES ASSEMBLAGES POUR QUE TOUT SOIT PARFAIT PAR CONTRE TU N AS PAS UTILISE DE CONTRE POINTE POUR UN USINAGE AUSSI LONG  POUR FAIRE SANS TU DOIS AVOIR UN MANDRIN DE GRANDE QUALITE SUR TON TOUR C EST UN ROHM ?  JUSTE UNE OBSERVATION PAS DE MARTEAU CHEZ MOI POUR LES ASSEMBLAGES MECANIQUES ... J Y SUIS ALLERGIQUE  JE LE FAIS A LA PRESSE  ET DANS CERTAINS CAS PARTICULIERS J UTILISE DES MAILLETS EN BRONZE OU EN ERTALON VOIRE EN PLOMB LE MARTEAU ETANT RESERVE EN MECANIQUE AU TRAVAIL DE FORGE AU RIVETAGE DES RIVETS PAR EXEMPLE ET EN MENUISERIE AU PLANTAGE DES CLOUS  A+ YVES |
| | | | Invité
Invité
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne 16/11/2013, 07:35 | |
| j adore cette phrase a MR ROGER LE MARTEAU ETANT RESERVE EN MECANIQUE AU TRAVAIL DE FORGE j avais mal au cœur la dernière fois que j ai vue Mr ROGER avec un marteau a la main au boc AU FAIT LA CHAINE SECONDAIRE A BIEN TENUE 
Dernière édition par DOMINICK le 16/11/2013, 08:03, édité 1 fois |
| | | | Contenu sponsorisé
| | Sujet: Re: Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne | |
| |
| | | | | | Prépa Kawa 750 GPZ 83 pour la Vitesse en Moto Ancienne | |
|
Sujets similaires |  |
|
| | Permission de ce forum: | Vous ne pouvez pas répondre aux sujets dans ce forum
| |
| |
| |
|







